Diffused Silicon Pressure Sensor The diffusion silicon Pressure Sensor adopts the diffusion silicon piezoresistive pressure sensor with stainless steel isolation film as the signal measuring element, the signal processing circuit is located in the stainless steel housing, the sensor signal is converted into standard 4-20mA current or RS485 signal output through the professional signal conditioning circuit. Widely used in petroleum, chemical, metallurgy, electric power and other industrial process on-site measurement and control. Diffused Silicon Pressure Sensor,Silicon Pressure Sensor,Silicon Pressure Transducer,Silicon Diaphragm Pressure Sensor Xi'an Gavin Electronic Technology Co., Ltd , https://www.gamicos-meas.com
figure 1 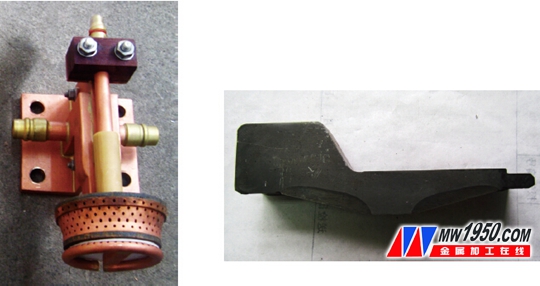
Figure 2 Figure 3 
Table 2 (Unit: 0.01mm) 
Induction hardening of the outer ring of the truck wheel bearing
The automobile wheel hub bearing is applied to the front wheel of the new 16t truck. It is the first time in China that the second generation of automobile wheel bearing product series is applied to domestically produced trucks. In the past, two sets of cones were used on each front wheel of the truck. Roller bearings, and our company designed double row tapered roller bearings. The outer ring is a double raceway bearing ring, which requires surface induction hardening. It is a key process in the processing of wheel bearing unit products. For this reason, the test is very important.
Induction hardening test
Using a two-station CNC quenching machine, the sample is a waste ferrule (see Figure 1), the material is 50Mn, and a single raceway sensor is designed (see Figure 2). Technical requirements surface hardness of 58 ~ 64HRC, hardened layer depth ≥ 1.5mm.
50Mn material is applied to induction hardening of double row tapered roller hub bearing unit. In the past, there is no theoretical method for accurately formulating process parameters according to technical requirements or accurately predicting quenching results according to process parameters. Therefore, a sample loop test is required to develop a suitable induction hardening process.
The test method is: preliminary determination of process parameters, design of the inductor → induction quenching of the workpiece → detection of the workpiece quenching result → improvement of the process parameters and the sensor structure according to the workpiece inspection result → inductive quenching test of the workpiece again.
The single raceway profile induction hardening test is carried out by using the waste ferrule, and the process parameters are finally determined according to the test results, as shown in Table 1.
Table 1
2. Test results
The induction quenching process test of the sample ring was carried out by using a single raceway sensor. After the test, the crack was examined by the coloring infiltration method, and the surface hardness was examined by the HRA-3 intelligent ultrasonic hardness tester. The wire was cut and sampled, and 4% nitric acid was used after the sample preparation. Corrosion of alcohol, metallographic structure was observed with a MM6 microscope, and the depth of the hardened layer was measured with a HRC-150 hardness tester. The specific process test results are as follows.
(1) Depth of the hardened layer The depth of the two-track induction hardening layer is 4 mm, the length of the hardened layer is 30 mm, and the ferrule race is not fully filled. The test results are not ideal.
Further considering the bearing bearing load and other factors, the structure of the inductor was re-improved, and the process parameters such as heating time were adjusted, and the process test was carried out. The test result was that the depth of the hardened layer was 2.5 mm and the length of the hardened layer was 34 mm. The hardened layer profile is shown in Figure 3, which ensures that the two raceways have good load and meet the user requirements.
(2) After the hardness induction hardening process test, the surface hardness of the sample ring is 60-61HRC.
(3) After the crack induction hardening process test, the crack was examined by the coloring method, and as a result, there was no crack.
(4) The metallographic organization is inspected according to the JB/T9204-2008 standard and meets the requirements.
(5) Size measurement sample ring before and after induction hardening process test, see Table 2. After the induction quenching, the roundness error of the raceway is ≤0.04mm, and the reduction amount is ≤0.08mm, which meets the requirements.
3. Conclusion
Through the sample circle process test, from the various inspection data, it meets the bearing technical requirements, and solves the heat treatment technical problem of the wheel bearing ring of the truck. The process parameters were determined for the heat treatment of double row tapered roller hub bearings, and the process preparation was completed for mass production, which satisfied the user's use requirements.
   About the author: Shen Weiyi, Luoyang LYC Bearing Co., Ltd.; Huang Zhi, Luoyang Shenghua Induction Co., Ltd.